首先,讓我們試著給“微孔鉆削”下一個定義。不過,與許多金屬切削術語一樣,往往很難給出一個嚴格而精確的定義。金屬切削行業充滿了相對性,事實上,幾乎所有旨在確定金屬切削參數值的討論都會以“取決于具體的加工條件”作為開場白或結束語。
不過,有一位業內人士——Big Kaiser公司負責銷售和工程的副總裁、瑞士微型鉆頭制造商Sphinx公司產品線的分銷商Jack Burley——愿意用一個數字來定義微孔鉆削。他解釋說,Sphinx公司將孔徑在0.05-2.5mm范圍內的鉆削加工定義為微孔鉆削。為了便于討論,我們暫且同意這一定義。Burley還補充說,這個標準并非一成不變,隨著加工技術和用于制造微型鉆頭的材料的持續改進,微孔鉆削的最小孔徑下限值也會不斷縮小。
什么是微細加工?
微細加工并不一定等同于加工微型零件。雖然在醫療和電子器件制造業,確實存在零件日益小型化的趨勢,但在許多尺寸較大的工件上,往往也需要加工一些非常小的特征,此類加工只能通過微細加工技術來完成。
Burley指出,“我曾看到一些慣常使用直徑6.35mm鉆頭的加工車間,只是把刀具更換為直徑1.52mm的鉆頭,就試圖進行微孔鉆削,當加工無法完成時,他們也不知道問題出在哪里。問題在于,當你突破2.5mm的孔徑界限時,精度要求將會大幅提高。相應地,必須對加工工藝進行全面優化。這不是僅靠更換刀具就能解決的問題,只有訓練有素的加工車間才能實現這種轉換。”
機床設備能否實現微孔鉆削?
微細加工要求機床的進給軸具有足夠高的靈敏度和足夠小的分辨率。機床還必須具備精度極高的主軸,能以很小的動態徑跳高速旋轉。動態徑跳誤差是高速主軸的重要衡量指標,可利用激光或電容阻抗傳感技術進行測量。
Burley解釋說,“機床制造商已經為微細加工開發出了專用機床。對于那些打算利用現有設備進行微細加工的車間,我建議請專家對機床進行評估,以確保其能實現足夠精細的進給,且動態徑跳誤差(TIR)小于0.0025mm。”
如何夾持微型鉆頭?
微型鉆頭的基本型式有兩種:①絲柄鉆頭:其柄部直徑與鉆削部分直徑相同(圖1左);②標準柄鉆頭:無論其鉆削部分直徑是多大,柄部直徑均為標準尺寸φ3mm(圖1中、右)。絲柄鉆頭的制造成本較低,因此具有價格優勢,但為了夾持不同直徑的鉆頭,需要有不同尺寸規格的夾頭。此外,由于絲柄鉆頭的外徑較小,因此操作難度也更大。

圖1 兩種型式的微型鉆頭
無論采用哪種型式的鉆頭,刀具夾持技術對微孔鉆削都非常重要。微型鉆頭對徑跳精度要求嚴格。機床主軸、刀具夾頭和夾筒的任何徑跳誤差都會對微型鉆頭產生很大影響。對于直徑小于2mm的微型鉆頭,在孔深為4倍孔徑處測得的最大徑跳誤差(TIR)應小于0.0025mm。
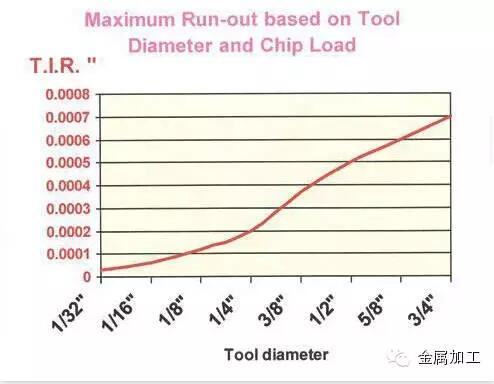
圖2 基于刀具直徑和切屑負荷的最大徑跳值(TIR)
Burley解釋說,“刀具夾頭和機床主軸構成一個支持系統,確保鉆尖能盡可能精確地鉆入工件。我們的測試表明,達到AA級標準的高精密夾頭可以提供穩定的徑跳精度,并使換刀更為簡便。對于在加工中心上進行的超小直徑鉆削,通常是用手將夾頭直接在主軸中夾緊,以消除采用自動換刀機械手所產生的定位誤差。”【金屬加工微信,內容不錯,值得關注!】

圖3 換刀時清潔夾頭有助于保持其重復性精度
工件材料是什么?
為了減小排屑所需的力,并防止切屑與排屑槽發生冷焊,要求鉆頭所有切削刃的磨損均勻一致,這對于微孔鉆削至關重要。因此,微型鉆頭的表面光潔度必須非常好。
微孔鉆削刀具必須與被加工材料相互匹配,這一點與常規鉆削加工并無二致。不同的是,微型鉆頭的切削刃必須非常鋒利,并具有良好的對中性,因為這些微型刀具缺乏足夠的結構完整性,難以依靠推力來鉆削工件。
Burley解釋說,“微型刀具制造商可以通過采用不同的幾何刃型和刀具材料,來優化微型鉆頭的加工性能。通過改變鉆尖的橫刃厚度,我們就能根據工件材料增強或削弱鉆尖強度。雖然高速鋼是最常用的鉆頭材質,但納米晶粒硬質合金鉆頭具有最長的刀具壽命。我建議加工車間與刀具供應商密切合作,創建基于特定加工的切削參數和刀具規格,因為每個刀具供應商制造的刀具都略有不同。”
公差要求是多少?
對于許多微型鉆頭來說,并不缺乏鉆削這種小孔的能力。但是,隨著微孔鉆削的廣泛應用,人們越來越迫切地要求微孔鉆削能達到與常規鉆削類似的尺寸精度和表面光潔度。
Burley指出,“在微孔鉆削中,鉆頭的精度至關重要。由于微孔鉆削基本上是‘一錘子買賣’,最好能一次進刀就達到尺寸要求。為了覆蓋所需尺寸范圍,我們提供的微型鉆頭、普通鉆頭和中心鉆的直徑增量為0.01mm。”
Burley繼續說,“更嚴格的尺寸公差推動了精密孔加工刀具的發展。微型鏜刀和鉸刀用于進一步提高微型鉆頭加工出的孔壁表面光潔度(通常為20rms),以及將孔的尺寸精度和直線度提高到僅靠鉆削加工遠遠無法達到的水平。只要微孔鉆削的工藝要素(進給控制、主軸和刀具夾頭的徑跳誤差、刀具材料和幾何形狀、切削參數等)能滿足要求,就完全可以通過微孔鏜削和鉸削達到0.0025mm的公差要求。”

圖4 夾持在鏜頭上的微型鏜刀(鏜孔直徑:0.135mm,孔徑微調量:1μm,柄部直徑:7mm)
孔的深度是多少?
隨著切削刀具和加工技術的不斷進步,用微型鉆頭鉆削深孔的加工水平也在不斷提高。采用具有反向直徑公差(即+0.004/-0mm)而不是在正(負)方向具有標準公差的中心鉆,可以為深孔鉆削預鉆一個定心孔。這道工序使結構細長、脆弱易斷的微型鉆頭能夠鉆入一個直徑尺寸略大的孔,以防止鉆頭受到束縛和折斷。
Burley表示,“我們成功鉆削出了長徑比為10-15的微孔。除了采用定心孔引導鉆頭以外,我們還建議采用‘啄擊’加工程序。對于深度為2倍直徑的孔,我建議采用進刀3次、退刀1次的‘啄擊’程序。孔深每增加2倍孔徑長度,就額外增加一次進刀,并將整個刀具全部退出孔外。為了完成這種加工,具有精密伺服控制功能的機床至關重要。”
他補充說,“由于微型鉆頭形成的切屑很小,傳入切屑的切削熱不多。因此有必要采取措施清除切屑和冷卻鉆頭。我們建議采用油霧/壓縮空氣來輔助排屑和冷卻鉆頭。”
鉆頭如何鉆入工件?
在理想情況下,微型鉆頭最好能垂直鉆入工件。然而,并非每個孔都能滿足這一條件——有些工件的孔口表面傾斜了一定角度。
Burley指出,如果鉆頭鉆入點的傾角小于10°,通過小心謹慎地進給,就能避免鉆頭在工件表面發生滑移,并成功完成加工。如果傾角大于10°,則需要采取一些措施,解決鉆頭滑移問題。例如,可在鉆入點斜面上銑出一個小槽口,為中心鉆創建一個可垂直鉆入的平臺,然后再用微型鉆頭通過定心孔進行鉆削。
微型鉆頭斜面鉆削的另一種解決辦法是采用帶B軸的數控機床。首先,主軸帶動鉆頭進給(鉆尖垂直于工件的鉆入點),一旦鉆頭與工件接觸,B軸則轉動給定的傾角,鉆頭就可以垂直鉆入了。采用該方法加工無需預鉆定心孔。
需要加工多少個孔?
Burley向打算從事微孔鉆削的加工車間提出的下一個問題是:需要在工件上加工多少個孔?微孔鉆削可以非常有效地應用于大批量加工(既可以是在許多零件上鉆孔,也可以是在每個零件上鉆許多孔)。
Burley解釋說“孔的加工批量不同,微孔鉆削的工藝規范可能也會有所變化。如果加工批量較大,工藝優化的重點應是提高加工效率和延長刀具壽命。例如,如果可能的話,應取消預鉆定心孔工序,以加快生產節拍。為此,可采用能減小刀具磨損的涂層鉆頭。一般來說,由于尺寸太小,微型刀具大多不采用涂層。PVD涂層的厚度有可能會影響微型刀具的名義尺寸。對用于大批量加工的微型刀具,采用的任何涂層都必須非常薄(厚度小于0.001mm),而且非常光滑。”
車間員工的技能水平如何?
或許與以上所有問題同樣重要的是:車間員工是否適應向微細加工的轉型?員工們不僅需要掌握新的加工技能,還需要知道,對于這些比頭發絲還細、脆弱易損的微型刀具,必須輕拿輕放、小心呵護。
Burley表示,“加工技能是可以習得的。我見過一些從事微細加工的操作人員,他們知道刀具何時會失效,或何時會變鈍。他們可能說不出其中的道理,全憑豐富的實踐經驗。這是一種寶貴的技能。我認為,車間管理者除了投資購買加工所需的硬件以外,還必須培訓操作人員掌握微細加工所需的特定技能。用直徑小于2.5mm的微型刀具進行切削加工是一種不同的體驗。”
微孔鉆削實例
圖5 微孔鉆削實例
圖5所示圓形零件是用于醫療行業的一個過濾器,其上有400個用肉眼幾乎難以看清的微孔。這些微孔的加工條件為:工件材料: 6Al4V鈦合金;微孔尺寸:孔徑0.15mm,孔深0.8mm;孔的數量:400個;加工機床:Kern精密微孔加工機床;主軸轉速:6,300 r/min;進給率:0.0025mm/r。由于孔的數量很多,為縮短加工周期,取消了預鉆定心孔工序,也未采用“啄擊”鉆削方式。
來源:工具展望

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>